Japanese
Molding Die

Feature
We use the flow characteristic curve of the polymer in use (a viscosity curve), and we decide the basic design dimensions of die by the three-dimensional flow analysis and numerous experience data.
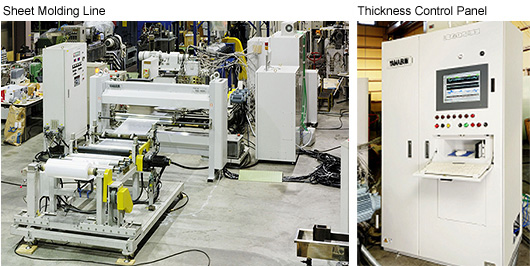
Automatic T-Die

System Summary
We recommend incorporating gear pump unit and polymer filter between the extruder and T-Die in order to mold highly precise film.
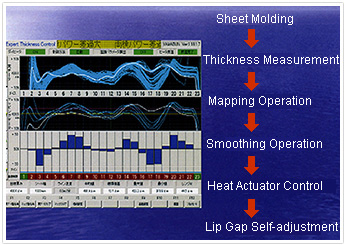
And the molten polymer pushed out from T-Die forms a film / sheet by the chilled roll process, then the thickness is measured by a gauge measurement device.
The actuator (heat bolt type) installed on the T-Die tip operates according to the measured result, and controls so that the film thickness becomes uniform.
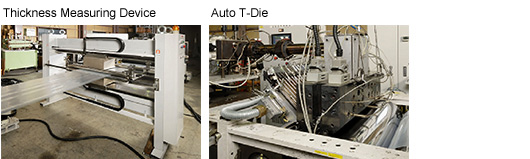
Summary of Automatic Control for Thickness
The sheet control screen displays the system control data under smoothing treatment, after it indicates the measured thickness data.
Then, the mapping treatment is done by taking into account the influences of the neck-in and the edge beading, and the controller outputs the signal to each actuator (heat bolt type).
As for the output to the heat bolt, the automatically controlled output improves the thickness precision.
The mapping means to merge the position of the product in its width direction with the position of the actuator of the T-Die.
A small correction is necessary because the product width usually becomes narrower by the neck-in phenomenon.
The smoothing treatment means a corrective function that is necessary to control the actuator smoothly.
(When the thickness suddenly changes in a short distance where the actuator is uncontrollable, the smoothening is a necessary function to make these singular points smooth.)
Design of T-Die
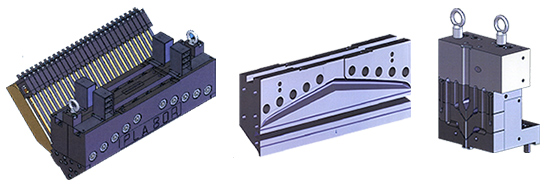
We analyze a molten polimer flow in the die by 3-dimensional flow analysis and can find the most suitable manifold shape.
By the higher precision, the more accurate film molding becomes possible.
On the contrary, however, there would be a problem that the cost rises up and the appointed date of delivery would be delayed.
If it would be after the adoption, it would lead to an increase of the maintenance cost.
It would therefore be important to take the reasonable processing level corresponding to the prescribed quality.
We produce the die which can support every processing precision.
| Item | Specification | |
|---|---|---|
| 1 | Surface Coarseness | Ra=0.01~0.05 |
| 2 | Lip Tip Round | R=0.01~0.05 |
| 3 | Surface Treatment | WC,HCr-Plating, Ni-System-Plating |
In general multi-layer molding, we use a feeding block, which makes the multi-layer analysis possible in a compact design.
On the other hand, however, there are problems, i.e., wrapping phenomenon, layer crossing phenomenon that we are not able to change largely the viscosity of polymer and the layer ratio of each layer.
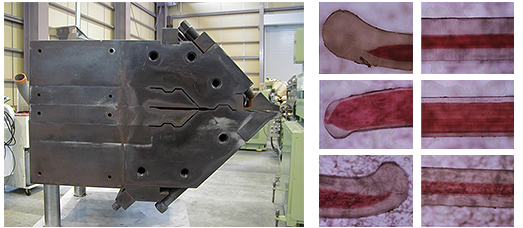
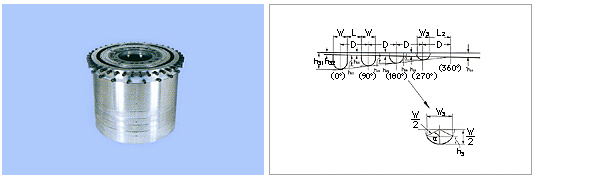
Stacking Plates Die is one of our patent articles, and this can solve these problems.
The photograph shows the section of a 3-layer Stacking Plates Die and the section of a sheet molded with this die.
The photograph in the left shows the section of the seat end.
The right is the section of the sheet center.
The viscosity difference of the polymers in the combination is 20 times of the MI value.
We understand that the wrapping phenomenon occurs only in the region within several mm near the sheet end.
We can attain high precision not only for the total thickness but also for that of each layer.
An application of this to an optical multi-layer sheet would particularly be recommended.
A differential volt is arranged to adjust lip clearance at first stage.
And the differential bolt usually encounters a backlash because it works with a screw.
By this reason, there would occur a range where the reply speed of the heat bolt becomes slow and uncontrollable.
n order to recover from this, the lock up mechanism is adopted so that the backlash would not occur, and the control characteristic is kept linear.
By this mechanism, the prescribed thickness precision can early be attained.
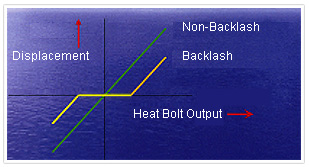
Our actuator can thus give the constant control output in a wide range.
This shows the data of a measured lip gap in case of the output of ±20% for the standard output 50%.
The graph represents almost the same changes of the gaps, 0.26mm for output +20% and 0.23mm for output -20%.
A delay of the control characteristics would happen if the correlation between the changes of the product thickness and its output would not be complete.
Multilayerd T-Die
Stacked Plates Die Patent Registerd


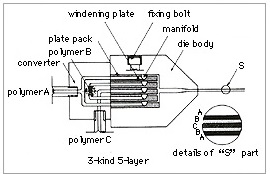
In the Stacking Plates Die, the merging process is similar to that of the multi-manifold die.
In this die, the plates engraved with manifold are adopted to form multi-layer.
Die body has a cavity in which a plate pack is inserted, where the plate pack is composed of a number of unit stacking plates.
It is easy to change the number of the layers and the kind of the polymer.
Multi-manifold Die

This is the die which has been used for a long time historically.
The polymer of each layer flows through manifold, choker bar and junction, and spitted out from a lip part.
The number of the layer is usually 3 or less, which is suitable for a few kind and mass production.
Feeding Block Die

Single-layered Dai is normally used for T-Die and has a part of feeding block, which forms a merging layer in the inflow region.
It is comparatively easy to change the number of layer, even up to seven layers.
Multilayer Circular Die
Fixed Die
The channel pass of this die is generally formed by a spiral mandrel method.
The mandrel with spiral pass is put into the die body, one after another successively, according to the number of the layers.
As for the material feeding the side feeding method is usually adopted.
At the part between the inlet part (nozzle) and the entrance of the spiral channel, the polymer flow is divided, and our company owns various kinds of patent concerning the way of dividing the flow.
Therefore, we can make an optimum channel division plan according to the size and the installation method of the die and so on.
Multilayered Crosshead Die

This type is applied to the case that the resin is supplied in the direction of the right angle against extruding line.
When planning this type, we adopt different manifolds according to the material resin.
That is, we use a spider type, a manifold type, a heart type and so on according to the usage.
Adoption of a rotating mechanism for the die offers various pipe patterns.
Also, the multilayer cross head die is used for the multilayer coating of a wire, a steel plate, a steel pipe and so on.
The die support part (the leg) is generally provided at the lower part of the die.
Rotary Die Patent Registerd
There are polymer supply ports at the die support part and the resin is supplied from these ports.
There is a revolving shaft in the die support part and the main die body is installed at the tip edge of the shaft.
The design of this part and the revolving shaft is carefully made to diminish the resin leakage there.
A special mechanism is also adopted in order to prevent the interactive disturbances of the resin with each other.
Multilayered Blow Die
You can select a single or twin head die.
And you can also combine our blow molding die with our parison programming equipment.
We have a knowhow about details such as the connection between the die and the actuator, so that we can provide this equipment in the total system.
PLABOR Research Laboratory of Plastics Technology Co., Ltd All rights reserved.